
Featured Products

RotoAdjust Dual Adjustable Anvil
The new RotoAdjust offers state-of-the-art Industry 4.0 automation and data analytics to run better, faster, and smarter. Unlock tomorrow’s automation potential today.
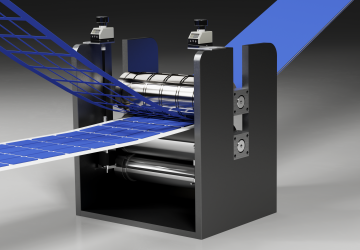
AccuAdjust Dual Adjustable Anvil
AccuAdjust solves liner variability issues and allows easy cutting of PET, Glassine, Kraft and more with a simple turn of a precision digital dial. Cut perfect labels and minimize material consumption no matter the liner material.
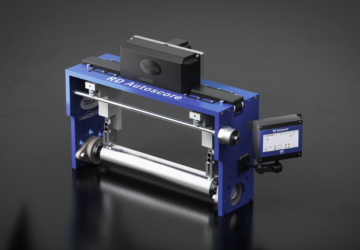
RD AutoScore
Keep operators safe and reduce setup time with the Tidland RD AutoScore system.
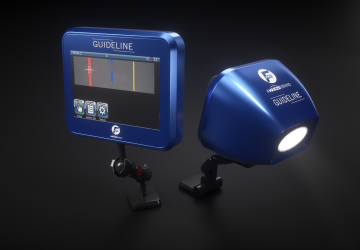
GuideLine Digital Line Guide Sensor
Detect lines, edges of lines, graphic patterns, and more where traditional line sensors don’t work at a competitive price point. The GuideLine is suitable for the most demanding line guide applications.
Maxcess News
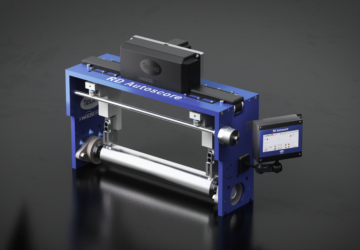
Tidland Launches the Fully-Automated RD AutoScore
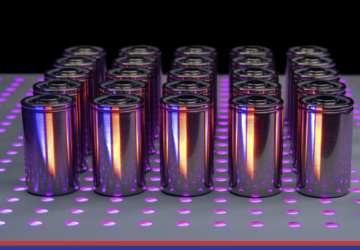
NEW Battery Solutions Brochure
Control Liner Variability TODAY with the new RotoAdjust
The solutions you need. When you need them. Anywhere in the world.
Maxcess saves you time and money by optimizing your peak output performance. We do this by leveraging the world’s best web handling brands, offering customized end-to-end web handling solutions.
We understand how winding equipment influences tension, tension influence guiding, and how guiding and tension together influence your ability to die-cut and slit the web effectively.
We are actively investing in Industry 4.0 solutions, creating safer automated systems that help customers run more sustainably while reducing dependency on skilled manual labor and minimizing human error. We’re Maxcess, we provide web handling solutions that helps you work better, faster and smarter.
Products
With our industry-leading brands, we’re the only partner in the industry that can provide this scope of quality end-to-end, unwind-to-rewind solutions.
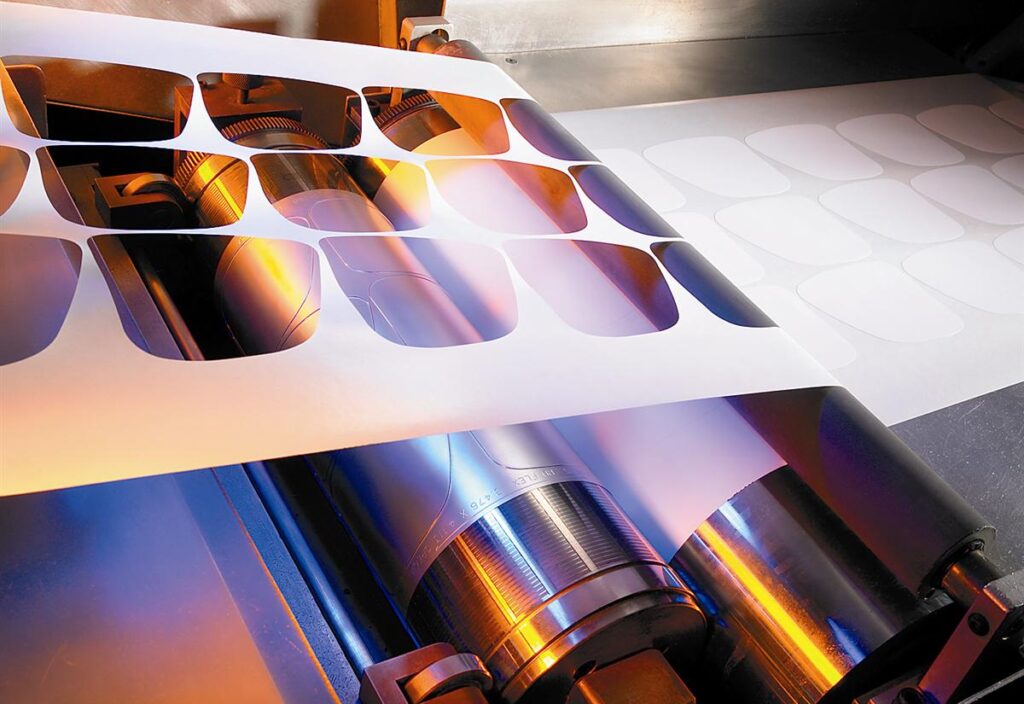
Rotary Dies
Customized precision cutting solutions for the efficient conversion of all web materials.

Web Guiding Solutions
Innovative web guiding and inspection systems providing solutions that have been minimizing waste and guaranteeing efficiency for nearly a century.

Tension Controls
Control systems, sensors and torque devices for every web tension control application.

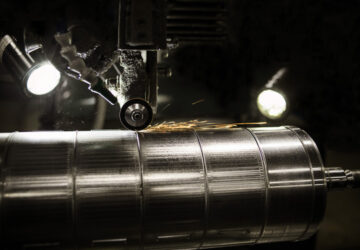
Precision Rolls
From highly engineered solutions to rubber coverings, we manufacture the industry’s leading solution for precision rolls.
Industries
No matter your industry, Maxcess has a solution that fits. We’re ready to develop the right solutions for any partner.
Packaging
An ever growing market, our packaging customers convert everything from tag and label, RFID, flexible packaging, food and beverage, corrugated, and pharmaceuticals. Find solutions for the packaging industry below.

Tag and Label
With a variety of flexible and solid die cutting tools and accessories, Maxcess is a favorite for those in the tag and label sector of the packaging industry.
Nonwovens
Whatever your nonwoven application, we’ve got the right web handling processes and equipment to keep you moving forward.
Battery
Keep your converting lines running more efficiently with our battery-specific industry solutions.
Towel and Tissue
Our multifunctional lines of tissue and towel covering options help you run better than ever.
Specialty Converting
When it comes to converting specialty materials, no one comes close to the breadth and depth of our solutions.
Metals
Convert even the toughest metals effectively and efficiently with Maxcess solutions.
Tire and Rubber
Tire and rubber manufacturers worldwide rely on the Maxcess line of web handling products and services to keep processes efficient and cost-effective.
Paper
Paper manufacturers throughout the world rely on the Maxcess line of web handling products and services to keep processes efficient and cost-effective.
We Support Our Customers Through
People
Delivering unparalleled support

Reliable Solutions
Working better together to create value
Innovation
Solving challenges from a "big picture" perspective
Your and your customers’ success relies on precisely engineered, timely-delivered converting line solutions. You need tools that help you maximize output – like integrated technology and professionals that understand every part of your converting line. When you partner with Maxcess, you get a deep commitment to next-generation solutions through our deep investments in R&D, decades of knowledge and customized technology, delivering solutions that fulfill your needs and maximize your success to run better, faster and smarter.

Maxcess Access e-Commerce
Get quick quotes, simple ordering and reordering, real-time delivery tracking, inventory management and more through MyMaxcess.com and MyRoto.com
Shop Online